Tecniche di incorporamento dadi e bulloni
Cosa molto utile è la realizzazione delle manopole di tutte le forme e dimensioni. Questo tipo di oggetti comporta alcune particolarità. Ci sono intanto due categorie quelle maschio e quelle femmine. In entrambe i casi prevedono l'incorporamento di viti o dadi metallici, realizzare il tutto in plastica non garantirebbe la resistenza necessaria se non per grossi diametri. Andiamo ad analizzare le problematiche annesse a alla realizzazione di questi particolari oggetti.
Manopole femmine - si tratta di incastrare un dado nel bel mezzo della manopola e fin qui niente di difficile basterà fare una cava esagonale con dimensioni leggermente più ampie del dado, normalmente 2 decimi in più sono più che sufficienti, per poter inserire agevolmente lo stesso. Questa è una soluzione non particolarmente valida sia dal punto di vista estetico ma soprattutto funzionale. Infatti il dado rimane visibile ma è anche soggetto a sfilarsi e cadere a meno che non venga fatta una cava esagonale precisa ed il dado venga inserito a pressione. Si potrebbe ovviare incollando il dado con attak o colla a caldo.
Soluzione 1: è quella di inglobare all'interno della manopola il dado in fase di stampa.
- bisogna andare su uno slicer (io uso Cura) ed individuare il numero di layer in corrispondenza del quale la cava esagonale è completata, il layer successivo la coprirà. A questo numero di layer corrisponde un' altezza sull'asse Z di tot mm, questo dipende dalle impostazioni che abbiamo dato alla stampa. Ad esempio se lo spessore del layer è 0.2 e lo spessore del primo strato è 0.3 al layer n. 16 corrisponde un'altezza di 3.3 mm (0.2 x 15 + 0.3 = 3.3)
- Una volta generato il file gcode apriamolo con note pad e con la funzione Trova cerchiamo Z3.3 verrà individuata la linea di codice dove inizia il layer 16
- a questo punto dobbiamo inserire qualche linea di codice che ci permetterà di far si che la stampa si interrompa esattamente al layer prima della chiusura della cava esagonale, per permetterci di inserire il dado, dopodiché la stampa riprenderà e completerà il pezzo

Il codice da inserire è questo:
G91 ; imposta le coordinate in relative
G1 Z10 ; alza l'ugello di 10 mm
G90 ; imposta le coordinate in assolute
G1 X0 Y180 F1000 ; sposta il carrello alle coordinate x e y che indicate
M400
M300 S300 P1000 ; avviso acustico
M0 Premi per ripartire ; comando che attende la pressione del tasto dello schermo
G91 ; imposta le coordinate in relative
G1 Z-10 ; abbassa l'ugello di 10 mm
G90 ; imposta le coordinate in assolute
Purtroppo se avete una stampante 3D Anet A8 con il suo firmware originale le righe:
M300 S300 P1000 ; avviso acustico
M0 Premi per ripartire ; comando che attende la pressione del tasto dello schermo
non vengono riconosciute e quindi la testa si alza si sposta ma poi ritorna immediatamente a finire il pezzo non dando il tempo di inserire il dado. Naturalmente dipende dal firmware, magari se montate lo Skyner-Marlin il problema si risolve.
Per gli sfortunati c'è una soluzione inserendo una pausa in secondi, questo funziona
G91 ; imposta le coordinate in relative
G1 Z10 ; alza l'ugello di 10 mm
G90 ; imposta le coordinate in assolute
G1 X0 Y180 F1000 ; sposta il carrello alle coordinate x e y che indicate
M400
G4 S30 ; pausa di 30 secondi
G91 ; imposta le coordinate in relative
G1 Z-10 ; abbassa l'ugello di 10 mm
G90 ; imposta le coordinate in assolute
Eccolo inserito nel bel mezzo del codice originale:
G0 X108.086 Y106.686
G0 X107.879 Y106.774
G0 X108.267 Y107
;TIME_ELAPSED:99.335981
;------------------------------------------------------------------------
G91 ; imposta le coordinate in relative
G1 Z10 ; alza l'ugello di 10 mm
G90 ; imposta le coordinate in assolute
G1 X0 Y180 F1000 ; sposta il carrello alle coordinate x e y che indicate
M400
G4 S30 ; pausa di 30 secondi
G91 ; imposta le coordinate in relative
G1 Z-10 ; abbassa l'ugello di 10 mm
G90 ; imposta le coordinate in assolute
;----------------------------------------------------------------------
;LAYER:16
G0 X108.267 Y107 Z3.5
;TYPE:WALL-INNER
G1 F2256.2 X111.733 Y107 E62.51343
G1 X113.465 Y110 E62.62864
Attenzione la numerazione dei layer tra Cura e il gcode è diverso: Cura il primo layer corrisponde a 1 mentre nel gcode corrisponde a 0 quindi fate bene i conti
Vedete ora il dado è all'interno del pezzo
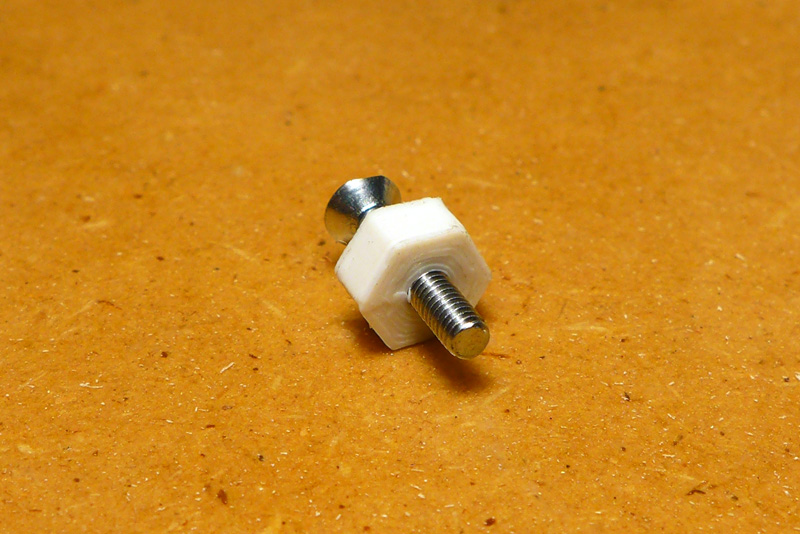
Mentre prima rimaneva a vista

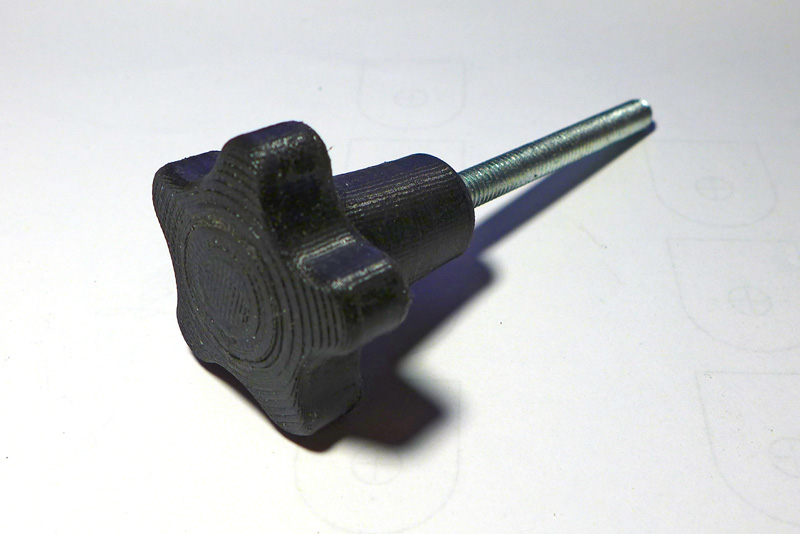
Altra storia è quella dei pomelli maschi. qui è molto difficile incorporare la testa del bullone che una volta inserito andrebbe ad impattare con la testa di stampa. Si può lasciare la testa a vista, magari fare una cava esagonale più stretta in modo da inserire il bullone con forza per assicurarne la stabilità.
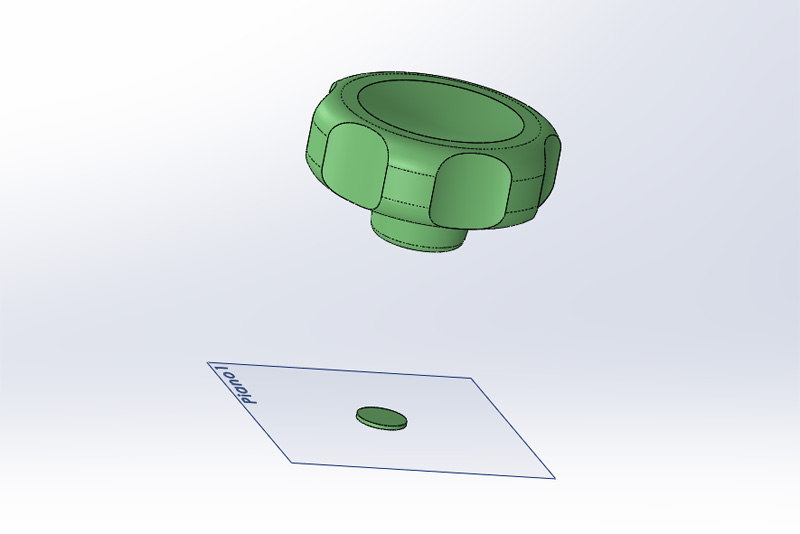
Oppure bisogna partire dal disegno cad che deve prevedere la manopola in alto ed un dischetto in basso alla corretta distanza
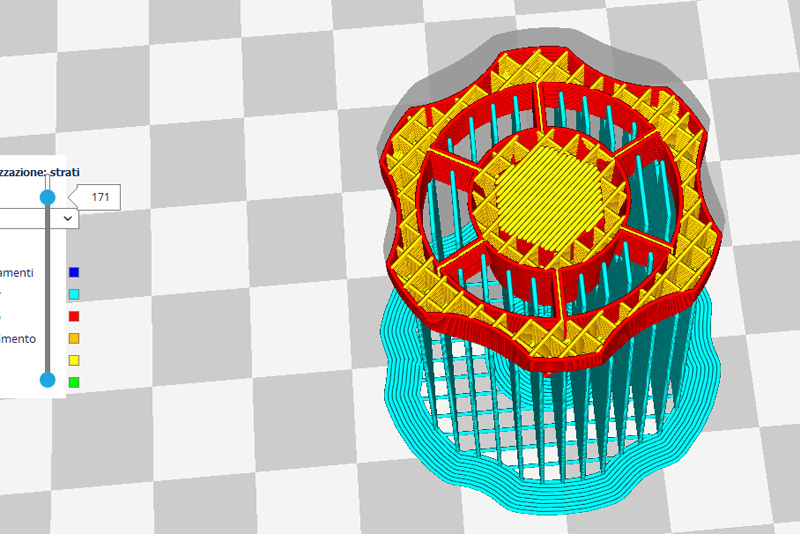
Poi proseguire in Cura ed eseguire le giuste impostazioni. Io ho impostato questi parametri::
- supporto modalità contatto con il piano di stampa
- tipo linee
- densità 20%
- distanza Z 0.1
- distanza x-y 0.7
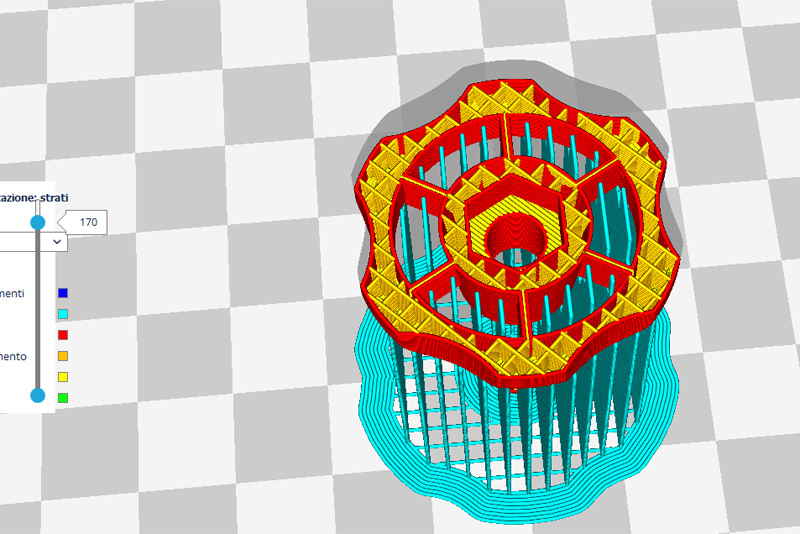
Si nota che il supporto non è presente nel foro centrale grazie all'impostazione "contatto con il piano di stampa" e grazie al dischetto che abbiamo posizionato alla base. Se così non fosse non potremmo inserire il bulloncino. Notare il numero di layer 170 questo è quello al quale dovremmo far stoppare la stampa infatti il 171 inizierà a chiudere
Ed ecco la progressione:
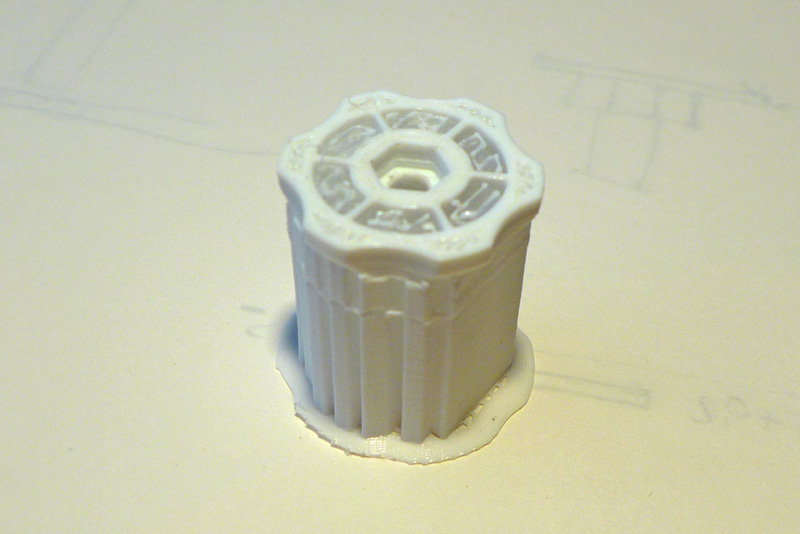


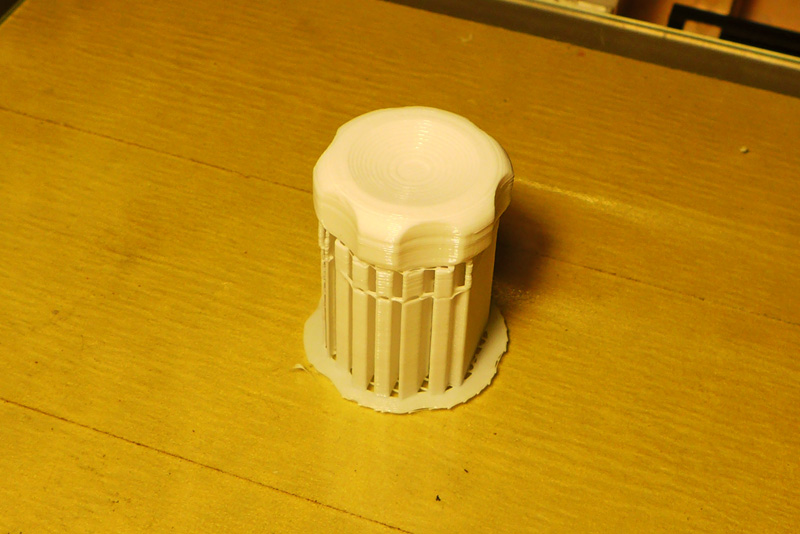


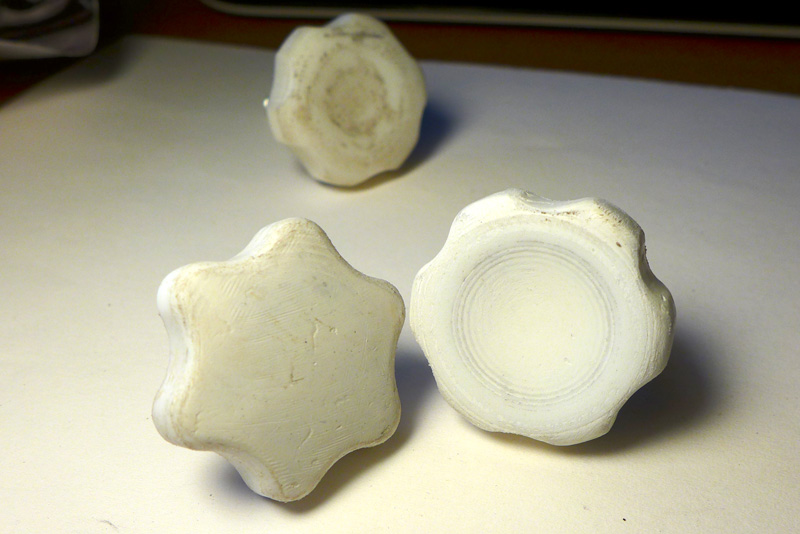
La manopola di sinistra è stata fatta con questo sistema la destra invece con il bulloncino a vista poi coperto con colla a caldo bianca. La manopola di destra è stata stampata con layer 0.1 ed è più rifinita l'altra a 0.2.
Soluzione 2: Come alternativa piuttosto valida. Realizzare il pomello nel modo più semplice poi sigillare il foro con una resina bicomponente abbastanza dura.Tutto sommato queso metodo non è da disprezzare anzi ha dei vantaggi è molto più sbrigativo, non ha praticamente bisogno di supporti e quindi viene più rifinito ed il bullone sta più fermo.

E' bianca, difficilmente si trova nera, non è facilmente colorabile ma quando indurisce si può carteggiare e tiene molto forte. Addirittura abbiamo una presa che con l'altro sistema non avremmo.

Può essere usata anche per migliorare l'aspetto superficiale:
I pomelli poi si possono anche verniciare, ad esempio con vernice spray acrilica ottenendo un bel effetto


Soluzione 3: Forse ancor più efficace potrebbe essere utilizzare lo stesso pla per coprire le parti metalliche. Il pla fonde già a 190° e con un saldatore da stagno lo si può fondere ed usare lo stesso pla per riempire e sigillare i bulloni, poi può essere carteggiato, rifinito ed anche verniciato.
Un esempio:

Vedete lo strato di pla aggiunto e carteggiato ed il dado all'interno imprigionato,

Soluzione 4: Coprire la testa del bullone con un coperchio di pla come nell'esempio


L'importante è che il bullone venga inserito a pressione in modo che rimanga saldo, poi il coperchio, anch'esso messo a pressione od incollato con attak, ha solo una funzione estetica. Il coperchio nell'esempio sopra potrebbe anche avere una forma circolare dello stesso diametro della parte piatta ed a quel punto non si noterebbe proprio nulla.

Per i particolari vedi qui.
Un accessorio utile per far si che i bulloni siano perfettamente assiali è il sguente cilindro:
Foto da inserire
Dopo aver inserito il bullone a pressione a caldo o mediante incollaggio con attak infilare il cilindro nel bullone ed aggiustare la perpendicolarità rendendolo concentrico con il cilindro sempre presente sotto la manopola.
Quindi possiamo inserire il bullone dal basso ed inserire il tappo dal basso vedi es. qui :

Oppure dall'alto ed inserire il tappo dall'alto vedi qui: