Piastra dro longitudinale fresa

La fusione è stata eseguita con l'aggiunta di soda Solvay e Cloruro Na-K. La soda ha sviluppato molto gas. E' stata usata la supermaterozza. Durante la colata oltre al solito stop si è verificato notevole sviluppo di gas, provocando grosse bolle e rigurgito di metallo. Ora bisogna verificare se il responsabile di questo comportamento è il degassante o l'umidità del cemento refrattario. E' da ricordare che durante le prove in cera persa la malta di gesso, proprio per la sua umidità residua, creava un fenomeno analogo, quindi è molto probabile che dipenda dal cemento refrattario. Per dissipare il dubbio bisogna eseguire una prova usando il degassante, anche abbondante, ma non usare il cemento refrattario.

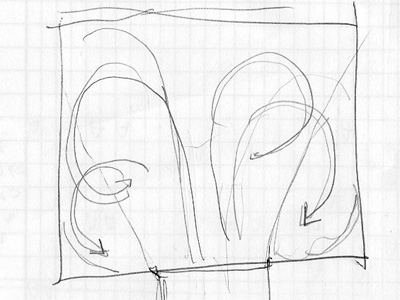
Agli angoli prossimi all'ingresso si è verificato il raffreddamento del metallo

Questo potrebbe essere provocato dalla posizione del punto d'ingresso. Nello schizzo 1 che rapresenta l'ingresso come nella prova in oggetto i due angoli al lato ricevono il flusso di ritorno e comunque sono al di fuori della corrente tendono a raffreddarsi. Negli schizzi 2 e 3 invece non ci dovrebbero essere ristagni ed il flusso lambisce tutte le zone. Forse il 2 è anche meglio del 3.
Schizzo 1
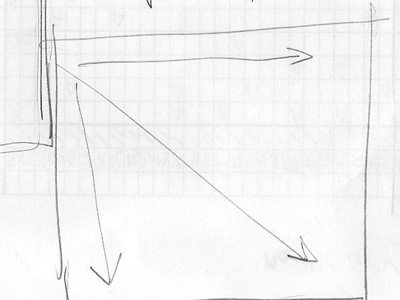
Schizzo 2
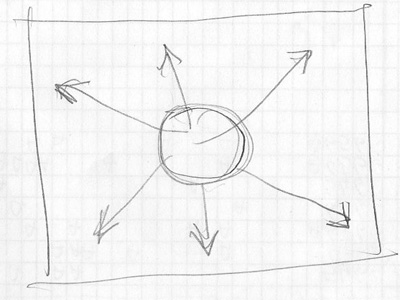
Schizzo 3
Se bisogna effettuare un'altra prova senza l'uso del refrattario che risolveva il problema dell'effetto bicchiere, bisonerà trovare un'altra posizione dei modelli che riduca questo effetto. Ad esempio si potrebbe adottare lo schema di fig 1
Fig 1

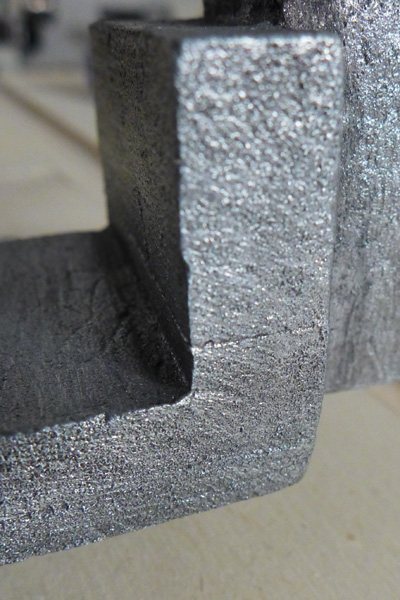
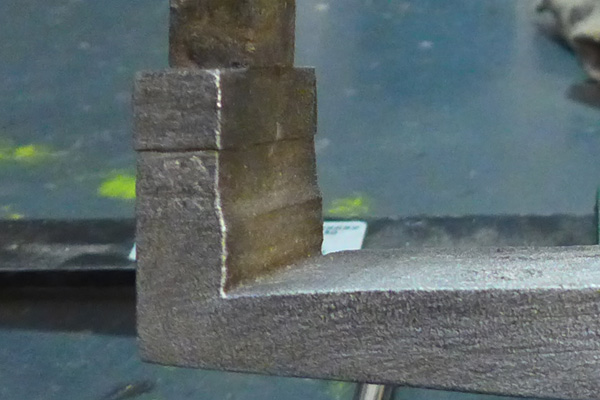
Problema delle parti incollate come si vede dalla foto sotto il distacco è evidente, nella fessura c'è anche della sabbia. Questo sta a dimostrare che le superfici di taglio spesso irregolari non permettono una aderenza perfetta, ma anche ce l'uso degli spilli non garantisce la dovuta pressione tra i pezzi. Forse più efficace è l'uso dei morsetti. Una soluzione potrebbe anche essere quella di fare pezzi più grandi, incollarli e poi rifilarli con il filo a caldo, questo potrebbe garantire una giunzione più accurata.

In prove precedenti sembra che l'incollaggio abbia dato risultati migliori
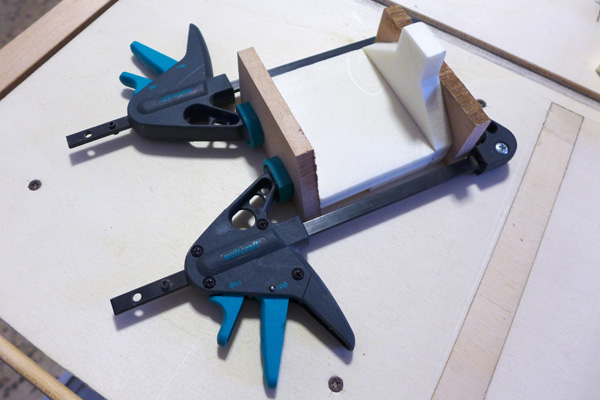
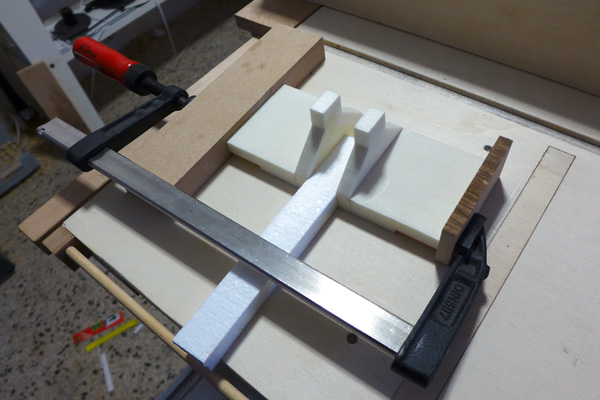
Ecco i morsetti a lavoro
Presenza di invagginazioni. queste sono comparse con l'uso del refrattario e comunque si presentano sempre nelle facce inferiori. Provocate dal vapore sprigionato?
Spigoli arrotondati !?


Questa esperinza ci riporta al difficile problema della presenza dell'umidità nei rivestimenti. Nel polycasting eliminare l'acqua nella vernice risulta più problematico in quanto un'asciugatura in forno potrebbe deformare il polistirolo. le prove fatte in passato dimostrano che non è possibile superare i 60-70° che probabilmente non permettono un'asciugatura sufficiente. Si potrebbe provare una tecnica diversa per esempio realizzare uno spessore maggiore del refrattario diciamo 10mm e poi mettere il tutto in fornace sperando che vaporizzi il polistirolo lasciando la cavità e proseguendo la cottura. Ma a questo punto sarebbe molto più proficua la tecnica a cera persa in quanto si potrebbe fare il modello in legno senza sformi, enormememente più facile da realizzare, poi il calco con gomma siliconica, da questo si potrebbero fare infiniti modelli in cera, rivestire la cera con gesso ceramico e sabbia silicea e mettere prima in forno elettrico per recuperare la cera, poi in fornace per cuocere il gesso ed eliminare l'acqua, poi con il calco ancora caldo versare il metallo fuso. Si avrebbe il vantaggio di avere il pezzo delle stesse dimenzioni del modello in quanto a quelle temperature il caco si dilata, l'alluminio non schizzerebbe per lo sciok termico e non si formerebbe vapore. Sembra la soluzione giusta ma bisogna avere un'altra fornace anche abbastanza capiente per contenere il calco, ma visto che non bisognerebbe superare i 700-800°, si potrebbe fare più grande. L'altra soluzione è acquistare un forno elettrico.
Pero pensandoci bene in fondo se si torna alla tempera, facendo più attenzione ad adottare la posizione che meno provoca cavità, studiando bene le configurazioni dei canali, in fondo si potrebbero ottenere risultati discreti. Del resto se il pezzo è comunque destinato alla successiva lavorazione, la presenza di escrescenze da cavità non sarebbero poi un problema verrebbero spianate con la lavorazione stessa. Forse il problema più difficile da eliminare, che il refrattario aveva risolto era quello dei collassi, crolli di sabbia.