Filettatura
Ebbene si con la stampa 3D possiamo fare anche delle filettature. In realtà con la stampa 3D non ci sono limiti di forma forse l'unico limite è la capacità di disegnarle al cad. Ma ora con la versione 2017 di Solidworks hanno introdutto una funzione specifica che facilita molto la cosa. Si poteva comunque realizzare anche con il metodo tradizionale un po più laborioso ma fattibile.


Con l'uso della funzione di cui sopra si possono disegnare filettature di qualsiasi passo e diametro. Per filettature di grandi dimensioni il risultato in stampa è buono anche a risuluzioni di 2 decimi con possibilità di migliorare la finitura in postproduzione ad es. con la carteggiatura. Per passi più piccoli però la scalettatura dei layer va un po a compromettere la regolarità e finitura della stampa. Si può però ovviare egreggiamente a questo problema mediante l'uso di maschiatori e madreviti che normalmente si usano in meccanica su materiale metallico. Qui naturalmente dobbiamo limitarci ai passi standard della filettatura metrica a passo grosso come ci illustra la tabella sottostante:
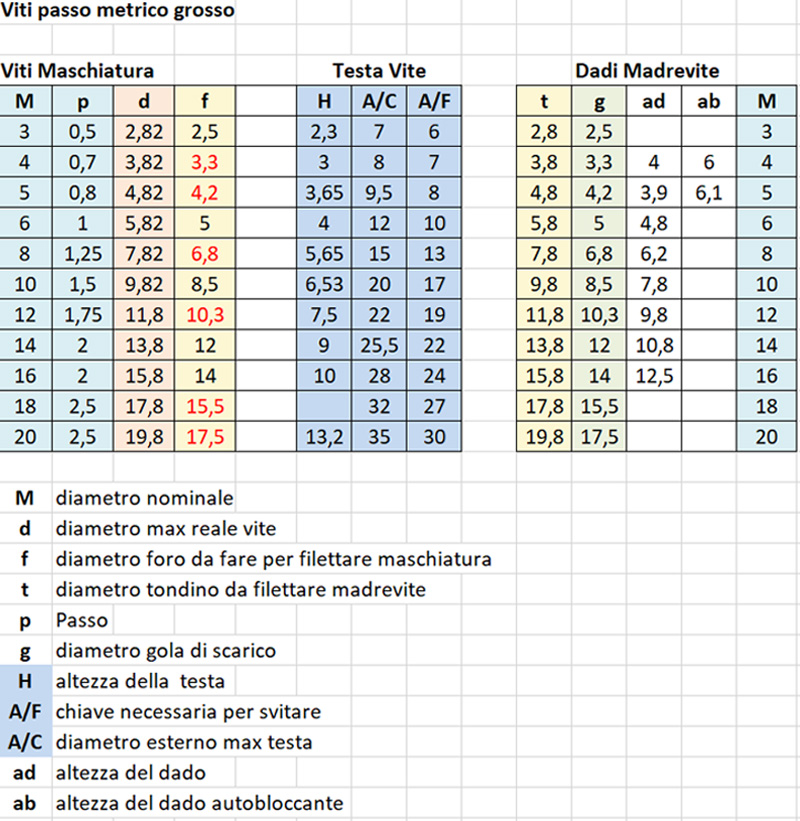
Facciamo un esempio scegliendo tra le alternative disponibili una filettatura M8 (passo 1.25 mm). Proveremo a realizzare una vite a testa esagonale e il relativo dado.
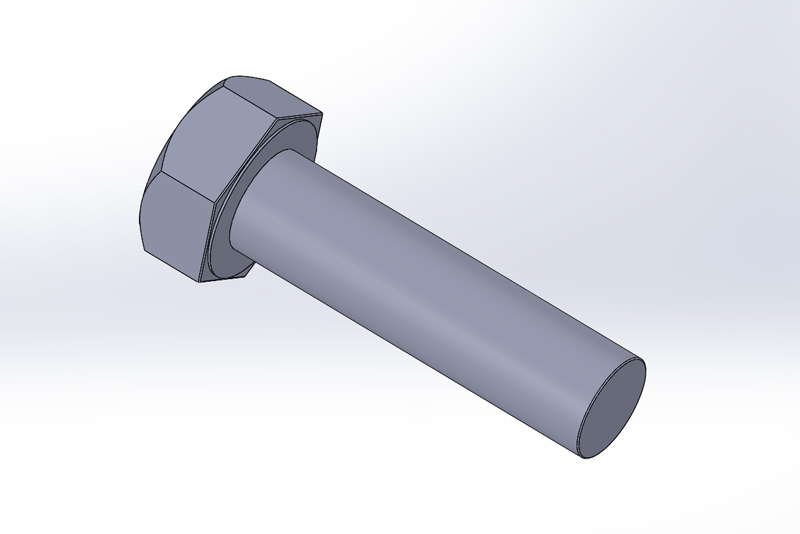
Iniziamo con la vite:
per realizzarla bisogna partire da un gambo (diametro della vite grezza da lavorare con la madrevite) di mm 7,8 quindi realizeremo il seguente pezzo al cad:
Poi allo slicer:
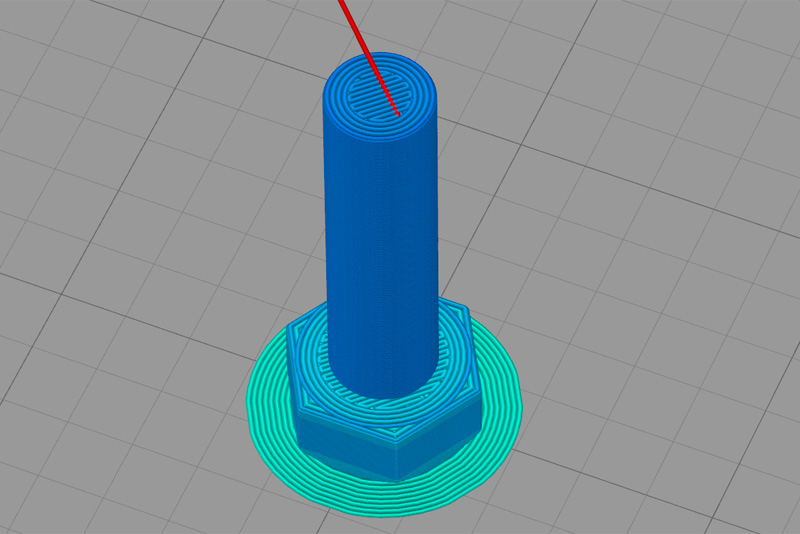
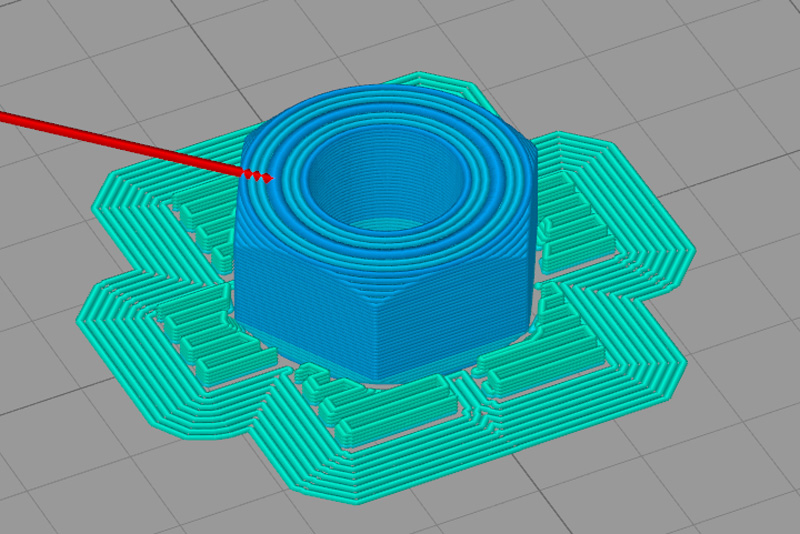
Qui è importante dare un numero di pareti che consentano poi un'asportazione sicura. Qui ho dato 4 pareti che credo siano sufficienti.
Poi passiamo al dado:
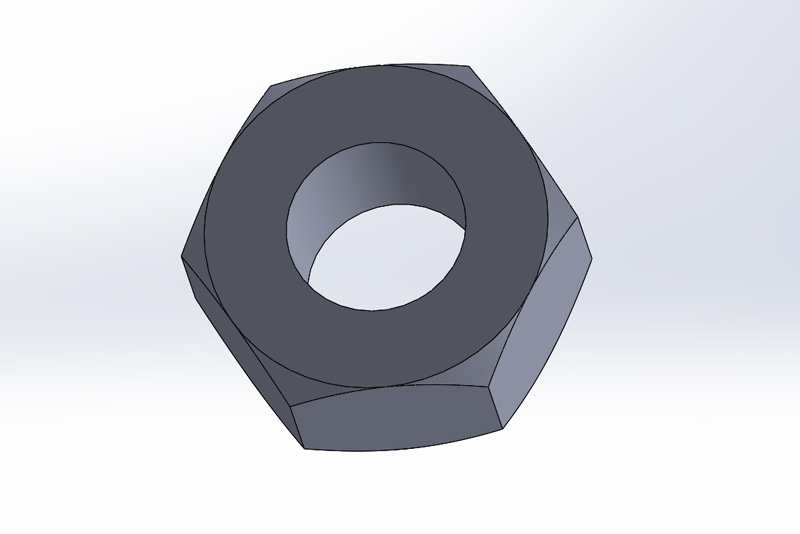
Il diametro del foro, come da tabella, è di 6.8, il cosidetto preforo dove inseriremo il maschio per la filettatura.
Sotto il pdado allo slicer:
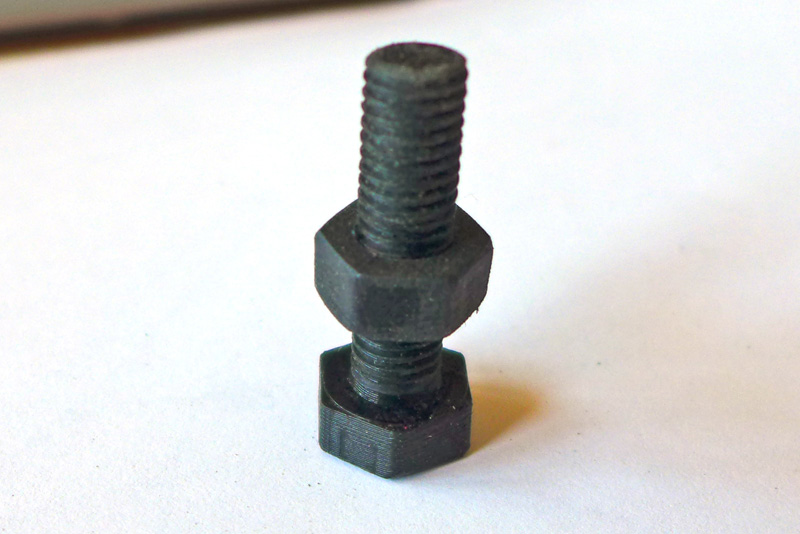
I pezzi stampati:

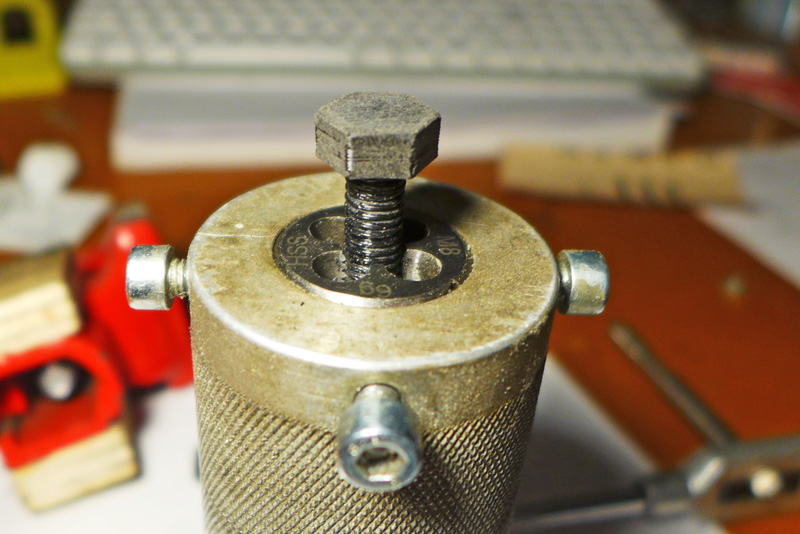
Dopo la filettatura:

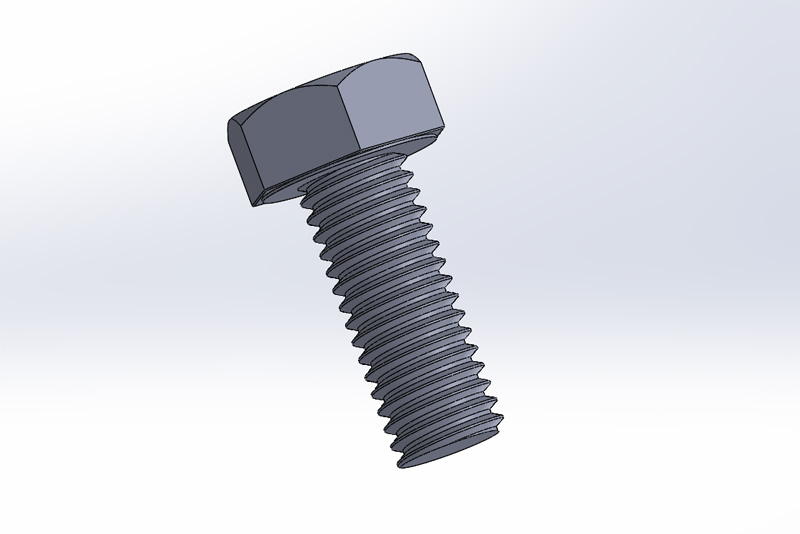
L'altra soluzione consite nello stampare direttamente la filettatura in 3D. Si parte con disegnare al cad il bullone con la sua filettature:
e il dado:
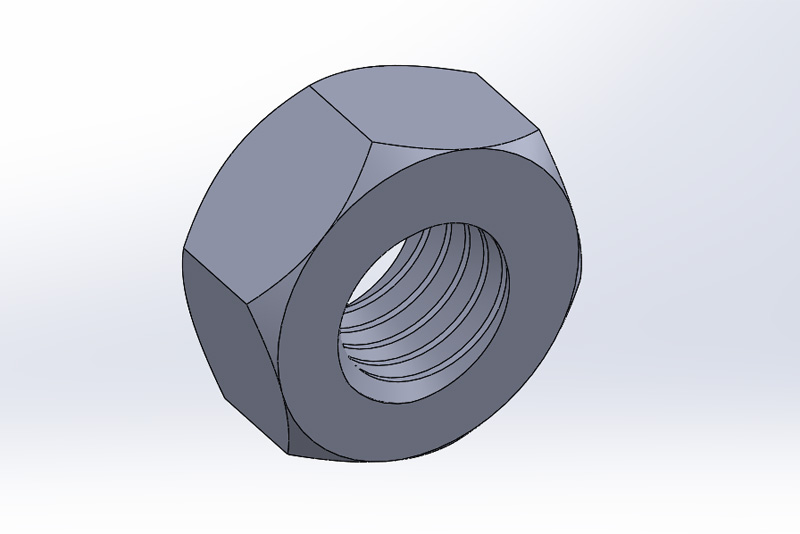
Per fare le cose per bene ho misurato un bullone reale e ne è risultato che la vite m8 ha un diametro 7,82 mm mentre il dado ha un diametro interno di 6.82. Riproducendo fedelmente queste misure abbiamo un abbinamento come sotto. Tra vite e dado c'è un certo gioco e ci deve essere altrimenti gli attriti ostacolerebbero la rotazione.

Si passa quindi allo slicer:
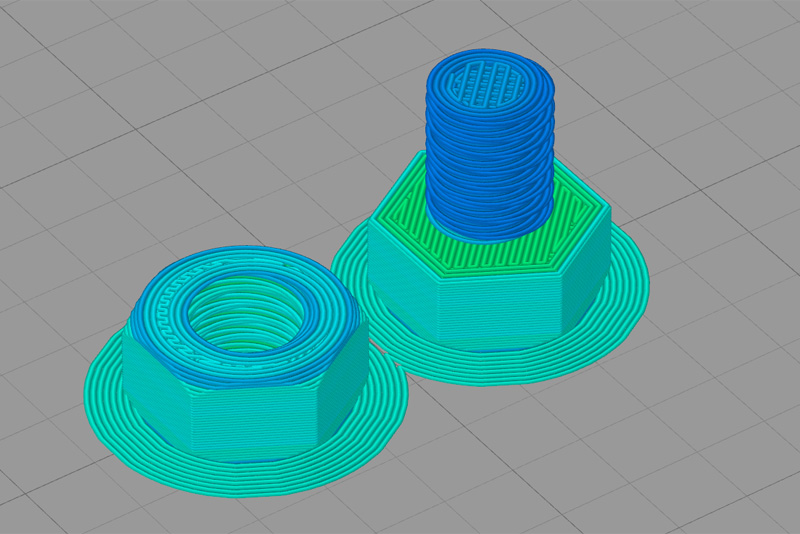
Già da qui si intuisce che la finitura non sarà delle migliori, si notano i passaggi dell'estrusore.
Poi la stampa:
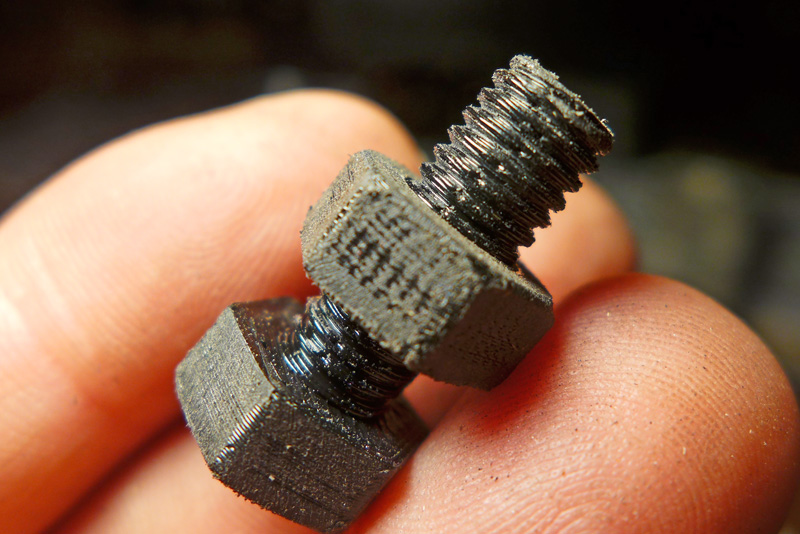

Malgrado le misure siano reali i due pezzi non si assemblano. Normalmente con una leggera cartegiata si risolve. Questo vale per i passi più grandi, in questo caso è praticamente impossibile. Allora do una passatina con maschi e madrevite:
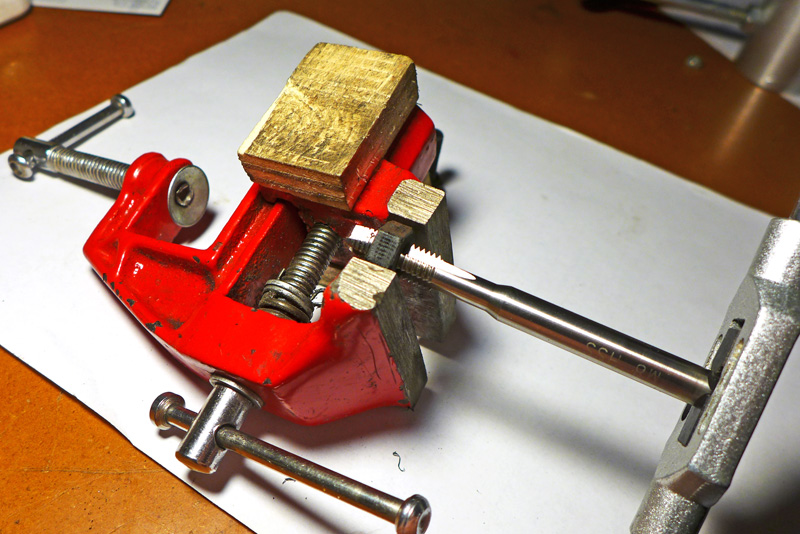
Questo va a rettificare un pochino senza però raggiungere la finitura che si ottiene lavorando su pieno.
Confrontate l'interno dei due dadi e noterete la differenza:
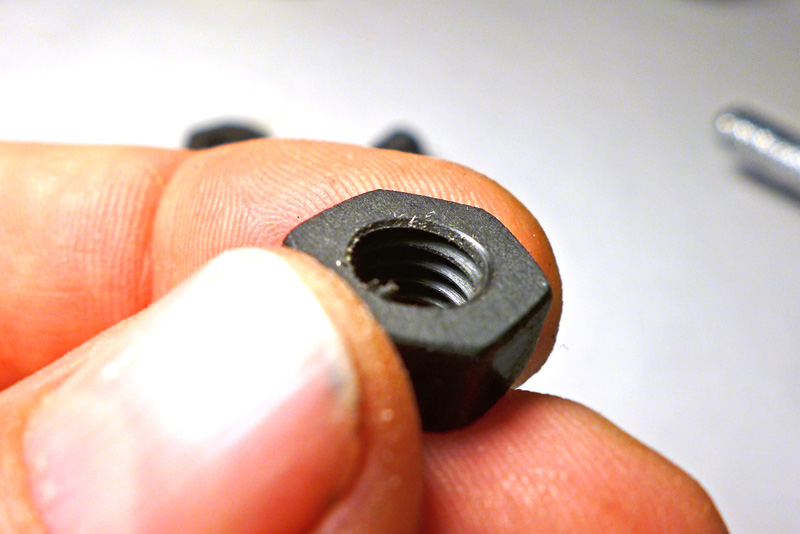
Qui a confronto:

Quindi possiamo concludere che per passi medio piccoli è decisamente preferibile il metodo della maschiatura. Se poi facciamo riferimento alla vite penso che al disotto di m5 non si possa proprio scendere, si spezzerebbe. In questo caso useremo le viti in metallo. Invece per i dadi non ci sono problemi.
Si considri che qui è stata usata una risoluzione di 0.2 mm. Se si adottasse 0.1 mm il risultato sarebbe decisamente migliore.
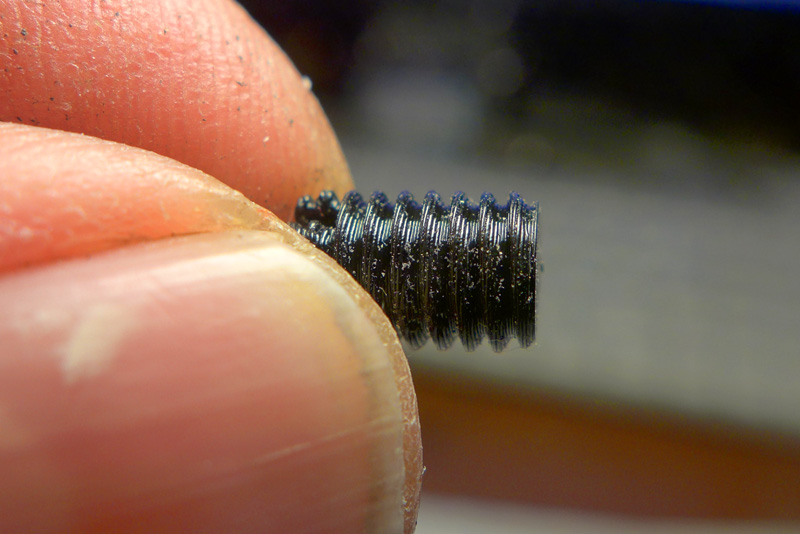
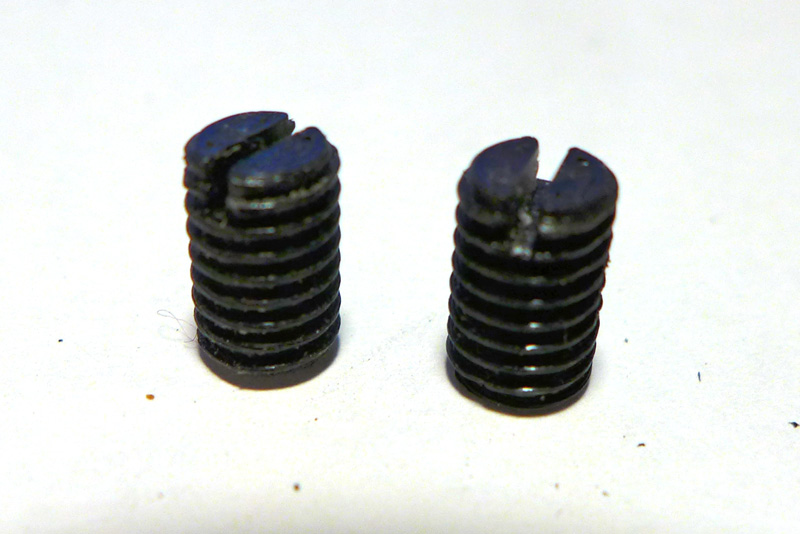
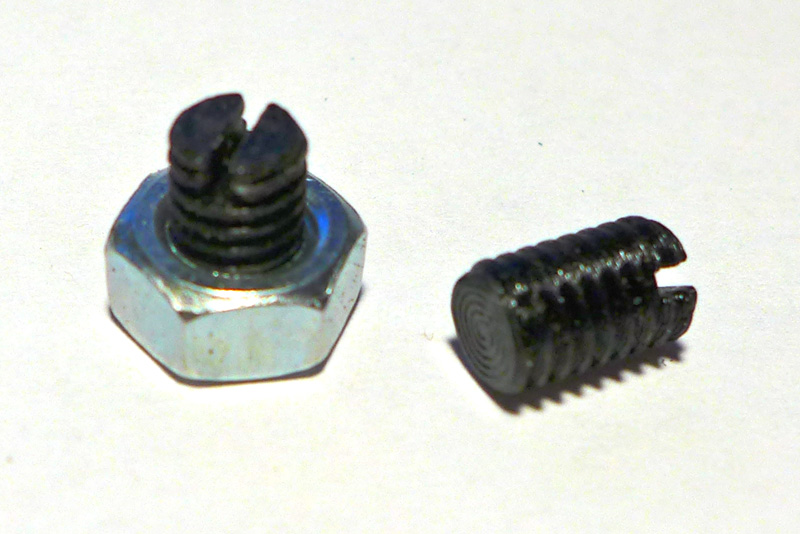
Sotto esempio di grano m6 (sopra è un m8)
Sotto possiamo osservare una filettatura m3 maschiata su un preforo di 2,5 mm e va alla grande. Naturalmete dove viene richiesto una sollecitazione meccanica maggiore conviene utilizzare dadi metallici.

Un altro esempio che fa uso di questa tecnica lo trovate qui.
Grani m6
Se volessimo realizzare un grano di piccole dimensioni poco lungo utilizzare la tecnologia dal pieno per il maschio sarebbe veramente difficile. Per i fori è guasi sempre preferibile filettare dal pieno.
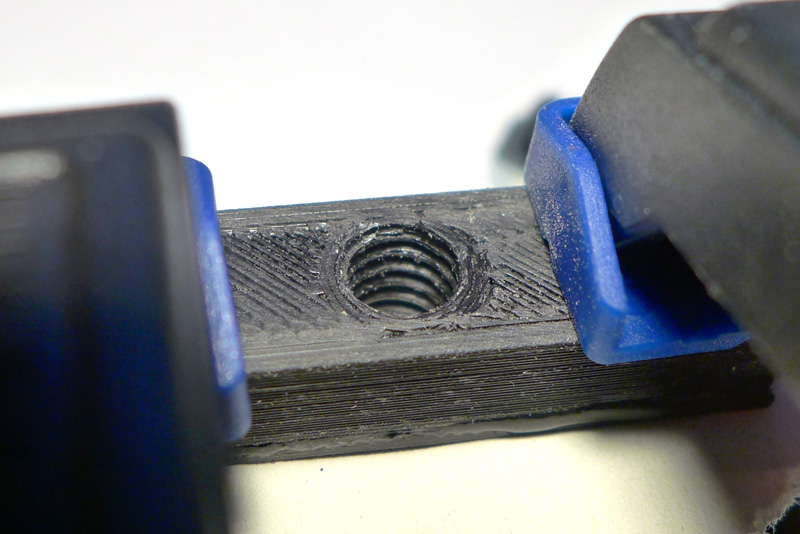
Il grano in sede

I layer sono visibili ma considerate le piccole dimensioni del grano